
I ett Hattmakeri verkar tiden stannat upp
Hattmakaryrket är ett av få yrken i Sverige där verktyg och arbetstekniker är desamma idag som på 1800-talet. Som besökare häpnar man över mängden verktyg och stockar. Alla hattar görs för hand, moment för moment, från konformatörsmått till färdig hatt. Tillverkningsprocessen, inklusive torktider, tar flera dagar i anspråk.
Kvaliten och utseendet på en färdig hatt avgörs av kvaliten på materialen som använts samt hur alla förberedande delar och tillverkningsmomenten utförts. Det går inte att slarva, hoppa över ett moment eller använda dåliga material, det kommer alltid att påverka slutresultatet.
Hantverkskunskap är en viktig resurs för en hållbar utveckling genom att leverera medvetet producerade produkter som håller under lång tid. En utbildad hantverkare med gesäll- och mästarbrev vet vad som är kvalité. Man månar om leverantörer som tillhandahåller material av hög kvalité. Detta bidrar i sin tur till att du som kund får produkter av bästa kvalité.
Vi har valt att lyfta fram alla färdiga material och tyger, egentillverkade material, lacker och verktyg som ingår i gesällprovet.

Schellackstomme
Hattmakeriets själva ryggrad är schellackstommen och tillverkningen av alla modeller av höga hattar uppbyggda på densamma. Hattens stomme tillverkas i flera steg. Varje steg i tillverkningsprocessen avgör kvaliten och stabiliteten på schellackstommen. Det finns inga halvfabrikat. Alla material till stommen tillverkas enligt samma tekniker och recept som på 1800-talet. Alla förberedelser inför tillverkningsprocessen utförs i hattmakeriet.
Kunskapen om tekniken och tillverkningen av schellackstommen är världsunik och finns kvar i Sverige tack vare den årliga produktionen av schellackstommen. Men lika världsunikt är också kunskapen som finns kvar om alla hattmodeller uppbyggda på schellackstommen som har förts vidare från hattmakarmästare till hattmakargesäll.
Ännu en gång är det bevisat att traditionen med gesällbrev och mästarbrev varit avgörande för att kunskapen om hela Hattmakaryket förts vidare och inte bara delar av yrket.

Lakansväv
Till stomväven används lakansväv i 100% bomull. Både oblekt eller blekt lakansväv kan användas.
Det är viktigt att väven är av hög kvalité och inte har några ojämnheter. Tyget får inte vara färgat eller behandlat på ett sätt som påverkar vävens kvalité.
Material till stomväven får skäras till innan gesällprovet startar.

Gasväv
Till stomväven används gasväv i 100% bomull. Både oblekt eller blekt gasväv kan användas.
Viktigt är att gasväven är av hög kvalité och inte har några ojämnheter. Tyget får inte vara färgat eller behandlat på ett sätt som påverkar vävens kvalité.
Gasväven används även vid tillverkning av spritlacksväv och till schellacksbrättet. Material till stomväven, spritlacksväven och schellacksbrättet får skäras till innan gesällprovet startar.

Bomulls Canvas
Till schellacksbrättet används 100% bomulls canvas. Både oblekt eller blekt bomulls canvas kan användas.
Det är viktigt att tyget är av hög kvalité och inte har några ojämnheter. Tyget får inte vara färgat eller behandlat på ett sätt som påverkar brättets kvalité.
Material till schellacksbrättet får skäras till innan gesällprovet startar.

Schellack
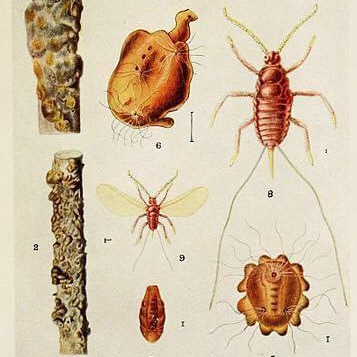
Schellack, i olika former, används genomgående i schellackstommens tillverkningsprocess. Schellack är en förädlingsprodukt av Lacca, ett harts som bildas då lacksköldlusen suger sav från olika ostindiska, mjölksaftförande träd. Till skillnad från andra hartser, är hartesen från lacca inte är en aromatisk syra utan en fettsyra.
Laccan utsöndras från lössen och omhöljer både insekter och ägg och hårdnar till en röd skorpa, som ofta täcker hela grenar. Förr ansåg man att det var ett växtämne, som utsipprade efter sköldlusens stick, men idag vet man att lacca är en produkt av lacksköldlusens ämnesomsättning.
Vätskan hårdnar, och kan sedan knackas ned. Skorporna sönderfaller därvid i små korn som ger kornlack, så kallad råschellack. Råschellacken genomgår en reningsprocess vid vilken det utvinns olika typer av schellack. Lacksköldlusens latinska namn är Laccifer lacca.


Vattenlack
Det finns två lacker som används inom alla tillverkningsmoment. Den ena lacken kallas för vattenlack. Det är en lösning bestående av schellack, ammoniak, vatten och terpentin. Ingredienserna kokas ihop tills vattenlacken fått rätt densitet.
När lacken svalnat doppas bomullsväven i vattenlacken. En korrekt tillverkad vattenlack ligger till grund för hur kvaliten på stomväven blir och i slutändan även kvaliten på schellackstommen.
Det är viktigt att vattenlackens densitet är korrekt och att den inte skurit sig och tappat schellacken. En vattenlacksats får tillverkas innan gesällprovet startar.


Spänna stomväv
När bomullsväven doppats i vattenlacken spänns väven upp på spännramar för torkning. Vävarna spänns upp i ett helt stycke på spännramarna.
När väven har torkat, skärs delarna till schellackstommen ut efter mallar som gjorts i förväg. Dessa delar fogas sedan ihop till en kulle med hjälp av varma stomjärn över en femdelad hattstock, som motsvarar kundens huvudstorlek och hattens form.
Kvaliten på stomväven beror dels på bomullsvävens och vattenlackens kvalité men också på hur stomväven spänts upp på spännramen. Inkorrekt tyg, dålig vattenlack och en felaktigt spänd väv påverkar kvaliten på stomväven och slutresultatet av schellackstommen. Tillverkning av stomväv ingår i gesällprovet.


Schellacksbrätte
Schellacksbrättet tillverkas av bomulls canvas och gasväv. Till skillnad från stomväven som doppas i vattenlack smälts schellacken direkt in i brättesväven med hjälp av varma stomjärn.
När schellacken smälts in i tyget och är klart måste brättet svalna. Efter att brättet svalnat monteras kullen och brättet ihop med hjälp av varma stomjärn.
Ett felaktigt tillverkat schellacksbrätte gör att brättet blir instabilt vilket bidrar till kvaliten på schellackstommen. De schellacksbrätten som ska användas under gesällprovet får tillverkas innan gesällprovet startar.


Spritlack
Den andra lacken inom hattmakeri kallas spritlack. Den består av sprit och schellack. Enkelt förklarat är det hattmakarens lim. Lacken används även för att tillverka spritlacksremsor.
Spritlacksremsorna tillverkas av gasväv och spritlack. När spritlacksväven torkat skärs remsor ut. Spritlacksremsan fungerar som en förstärkning över fogarna på schellackstommen.
Vilken densitet spritlacken ska ha beror på i vilket moment lacken ska användas. En spritlacksats får tillverkas innan gesällprovet startar. Kvaliten på spritlacksremsorna ligger till grund för schellackstommens stabilitet. Tillverkning av spritlacksremsor ingår i gesällprovet.


Stomjärn
Delarna till stommen sammanfogas med hjälp av varma stomjärn. Stomjärnen kan till synes se ut som stora metallklumpar men stomjärnen är olika och har sina specifika funktioner. För att kunna lyfta järnen används ett läderklätt metallhandtag som kallas för handske.
Det välvda stomjärnet används till sidan men även vid tillverkning av schellacksbrättet. Det platta stomjärnet används till platten och schellacksbrättet. Det mindre stomjärnet används när brätteskanten facioneras och pressas jämn.

Felb
Felb används vid tillverkning av cylinderhattar. Det finns finns inget tyg som har en så vacker och djup lyster som felben. Det felbtyg som används idag är speciellt framtaget och anpassat för cylinderhattstillverkning.
Felbvarpens täta och fina struktur bidrar till att felben lätt och smidigt kan formas över schellackstommen. Materialets unika egenskaper gör att felben tål väta och värmen från felbjärnen. Felben följer platten och sidans form och midja och silkeshåren lägger sig till rätta under potanceringen.
Felb är det exklusivaste materialet som används inom hattmakeri. Det går inte att ersätta felbtyget med något annat tyg.

Ripstyg
Rips är benämningen på en vävteknik där varpens tätliggande horisontella upphöjda ränder bildar ett mönster så tyget får sin karakteristiska randiga struktur.
Vävnadssättet används både vid framställning av tyg och band. I ripsteknik blir tyget eller bandet vändbart. Framsidan och avigsidan på tyget och bandet blir lika.
En äkta svensk doktorshatt ska traditionsenligt vara klädd med svart ripstyg. Det är viktigt att ripstyget som används är av hög kvalitet. Ripstyget som används till den svenska doktorshatten är antingen sidenrips eller bomull/viskos rips.
Doktorshatten som tillverkas under gesällprovet ska kläs med sidenrips eller bomull/viskos rips. Ripstyg i syntet får inte användas.


Ripsband med stadkant
Samma vävteknik används till ripsband med stadkant som används inom hattmakeri. Det används till hattbandet och rosetten med omtag till alla modeller av herrhattar. Till höga hattar och doktorshattar används även ripsbandet till brättets roulékant.
Ripsbandet som används inom hattmakeri ska vara ett ripsband med stadkant. Stadkanten ger ripsbandets båda kanter ett elegant och snyggt avslut. Ripsband med stadkant har en högre trådtäthet än vanliga ripsband.
Det grövre ripsbandet med öppen kant används av modister. Den öppna kanten möjliggör att ripsbandet går att forma och runda på ett helt annat sätt än ripsband med stadkant. Ripsband med öppen kant är anpassat för tillverkning av dekorationer till damhattar.
Samtliga hattar som tillverkas under gesällprovet ska dekoreras med ripsband med stadkant. Detta gäller både vid tillverkning av rosetter, omtag, montering av rouléband och hattband.

Appretur
För att ett filtämne ska bli styvt tillför man appretur. Appretur är en lack anpassad för hattillverkning. Det finns både filtappretur och stråappretur båda anpassade för materialens egenskaper.
Filtappreturen är flyktigare och stråappreturen har en högre densitet. Appretur påförs med pensel på materialet. När materialet torkat har appreturen fixerat fibrerna vilket gör att den håller formen och står emot väder och vind.
Appreteringsteknik, val av pensel och appreturblandning bidrar till kvaliten på appreteringsresultatet.


Melusin - hårfilt
Genom alla tider har filt varit ett uppskattat material inom hattillverkning. Framställningen av filt har genom tiderna genomgått många moderniseringstekniker och det är längesedan kvicksilvret gjorde filtarna ”Mad as a Hatter”.
Materialets täthet gör att slutprodukten blir tålig för väder och vind. Ullfilt tillverkas av fårull och hårfilt tillverkas av ull från främst kanin och bäver. Variationerna på filten är många och finns i alla tänkbara färger, mönster och hårlängder.
Den finns två olika storlekar av filt, caplin och cornett. Caplinen ser enkelt förklarat ut som en hatt med en tydlig kulle och brätte. Cornetten har formen som en A formad påse. Val av storlek beror på vilken typ av modell av hatt du ska tillverka.
Melusinen är en långhårig filt och används vid tillverkning av cylinderhattar där felben ersatts av melusinen.


Släthårig - hårfilt
Den släthåriga filten har till skillnad från melusinen en helt slät yta. Det är den populäraste varianten och används mest vid tillverkning av alla klassiska herrhattar. Vid tillverkning används både ullfilt och hårfilt. Ullfilten är grövre och hårfilten är elegantare och lättare. Materialets formbarhet gör det enkelt att forma efter önskad modell.
Vid tillverkning av Plommonstop och Cambridge har filten mättats av appretur. Detta medför att filten blir stenhård och får den karakteristiska egenskapen som kännetecknar Plommonstopet. När filten blivit stenhård har fibrerna samtidigt förlorat sin elastisitet. Det är detta som gör att ett plommonstop knappt går att lästa ut.
De filtämnen som ska användas under gesällprovet till derbyhatt/grå hög hatt och filthatten får väljas ut innan gesällprovet startas.

Aderangfoder
Det finns tre olika foder inom hattmakeri. Det ena fodret kallas för aderangfoder. Detta foder monteras direkt på stomväven.
Tyget som ska användas måste vara av hög kvalité. Det går inte att använda ett syntetiskt tyg. Vanligast färgen är svart men det går givetvis att använda ett tyg med mönster för att få en effekt.
Fördelen med ett aderangfoder är att förutom att det blir snyggt på insidan så ger man kullen en extra förstärkning på insidan. Nackdelen är att vid restaurering ligger aderangfodret som en hinna över stomväven.
Till gesällprovet ska minst en av hattarna ha ett aderangfoder i kombination med ett engelskt foder. Aderangfodret får monteras på stomväven innan gesällprovet startas.

Engelskt foder
Det andra fodret kallas för engelskt foder. Detta fodret ligger löst inne i kullen och är vanligt att kombinera med ett aderangfoder.
Ett engelskt foder består av en sida och en platt. Fodret byggs upp av en pappersstomme som kläs med elegant tyg av hög kvalité. Tyget monteras och sys fast på den platta delen. Samma görs med sidan. Tyget spänns upp och sys fast på ena långsidan.
Därefter monteras och sys den platta delen och sidodelen ihop. När den nedre delen av fodret är monterat sys den övre delen fast.
Till gesällprovet ska minst en av de höga hattarna ha ett engelskt foder i kombination med ett aderangfoder.

Sytt foder
Det tredje fodret kallas för sytt foder. Detta fodret består av en sida och en platt och monteras fast i kullen.
Tyget som används ska vara av hög kvalité. Den vanligaste färgen är benvit men kan tillverkas i alla färger.
Utformning av fodret och antal veckningar är valfritt. Viktigt är att fodret följer hattens form oavsett om det är en rund eller rak hög kulle.
Sytt foder ingår i gesällprovet och monteras i de hattar som inte har aderangfoder och engelskt foder.


Patronger
En del verktyg tillverkar hattmakaren själv enligt gamla tekniker. På bilden ser ni ett patrongpar. Patrongerna används när brättet facioneras och när brätteskanten pressas ner mot patrongen.
Patrongerna består av filt från spillbitar. När bitarna monterats ihop och svalnat formas patrongerna ut till önskad modell.
Tillverkningen av ett patrongpar ingår i gesällprovet där delarna till patrongerna får förberedas innan provet startas igång. Patrongparet skall bestå av en stor och liten patrong i bridé eller roulé modell.

Sammetskudde
Sammetskudden har flera användningsområden. Den används vid skötsel av cylinderhattar i felb, doktorshattar, chapeau-claque och cylinderhatt i melusin.
Vid rengöring förs sammetskudden medhårs felben eller melusinen eller jämns med mönstret på ripstyget. Sammetskudden suger åt sig damm och smuts som finns på ytan. Sammetskudden används även vid polering av felben under potanceringen.
Kvaliten på en sammetskudde beror på materialval och utformning. Tillverkning av sammetskudden ingår i gesällprovet. Materialen som sammetskudden ska tillverkas i får förberedas innan gesällprovet startar.

Dutt
Dutten är ett verktyg som används både i blött och torrt tillstånd och är ett oumbärligt verktyg vid reparationer och restaureringar.
Den kan tillverkas i olika storlekar men huvudsaken är att den inte är liksidig. Den ena ändan ska vara bred och platt medans den andra ändan ska vara avsmalnad och rundare i formen.
Kvaliten på dutten beror på vilka material den tillverkats i och hur den monterats ihop. Tillverkningen av dutten ingår i gesällprovet. Materialen som dutten ska tillverkas i får förberedas innan gesällprovet startar.

Reparation av verktyg
Alla verktyg en hattmakare använder är samma som användes på 1800-talet. De flesta verktyg är numera svåra, och i vissa fall omöjliga, att få tag på. När ett verktyg går sönder måste hattmakaren reparera dessa själv.
På bilden ser ni en konformatör som är under reparation. En konformatör består av närmare 600 delar. Varje del måste sättas tillbaka på exakt samma plats.
När alla delar är tillbaka på plats kalibreras konformatören för att kontrollera att konformtörsmåttet blir korrekt.